





强化好氧稳定协同二次污染控制技术
强化好氧稳定协同二次污染控制技术是一套针对有机固废(存量垃圾、易腐有机废弃物等)与高浓度废水(渗滤液、高含盐废水等)的集封闭收储、运输、处理于一体的综合处理技术,通过人工强化手段构建高效生物反应器实现有机固废的稳定、干化,并同步处理渗滤液、臭气等二次污染问题,实现减污降碳协同增效。
本技术是科技部“固废资源化”重点专项项目“存余垃圾无害化处置与二次污染防治技术及装备”课题四“存余垃圾异位预处理及智能化组合分选和分质资源化技术装备及示范”(2018YFC1901404)的核心成果之一,由南京柯若环境与南京大学环境学院共同研发、生产与运行。

★ 技 术 原 理
本技术以专利技术集装箱一体化设备为核心,各单元配置可根据现场边界条件、处理对象与需求灵活变化,满足不同场景的应用需求。
在集装箱一体化设备中,利用低温蒸发含水率控制技术,使固体物料中的毛细水蒸发至循环气中,并最终形成饱和含湿空气带出集装箱;含湿尾气通过冷凝除湿技术析出冷凝液并回收热量后,经管道加热器得到干燥热空气,重新循环进入集装箱中。集装箱设备中还可同步实现固体物料的厌氧发酵、好氧稳定以及N、P元素的富集等,并配套有腐殖填料集装箱等处理设施对臭气、渗滤液协同处理。
目前已授权发明专利2件,实用新型专利4件,国际专利申请中1件。

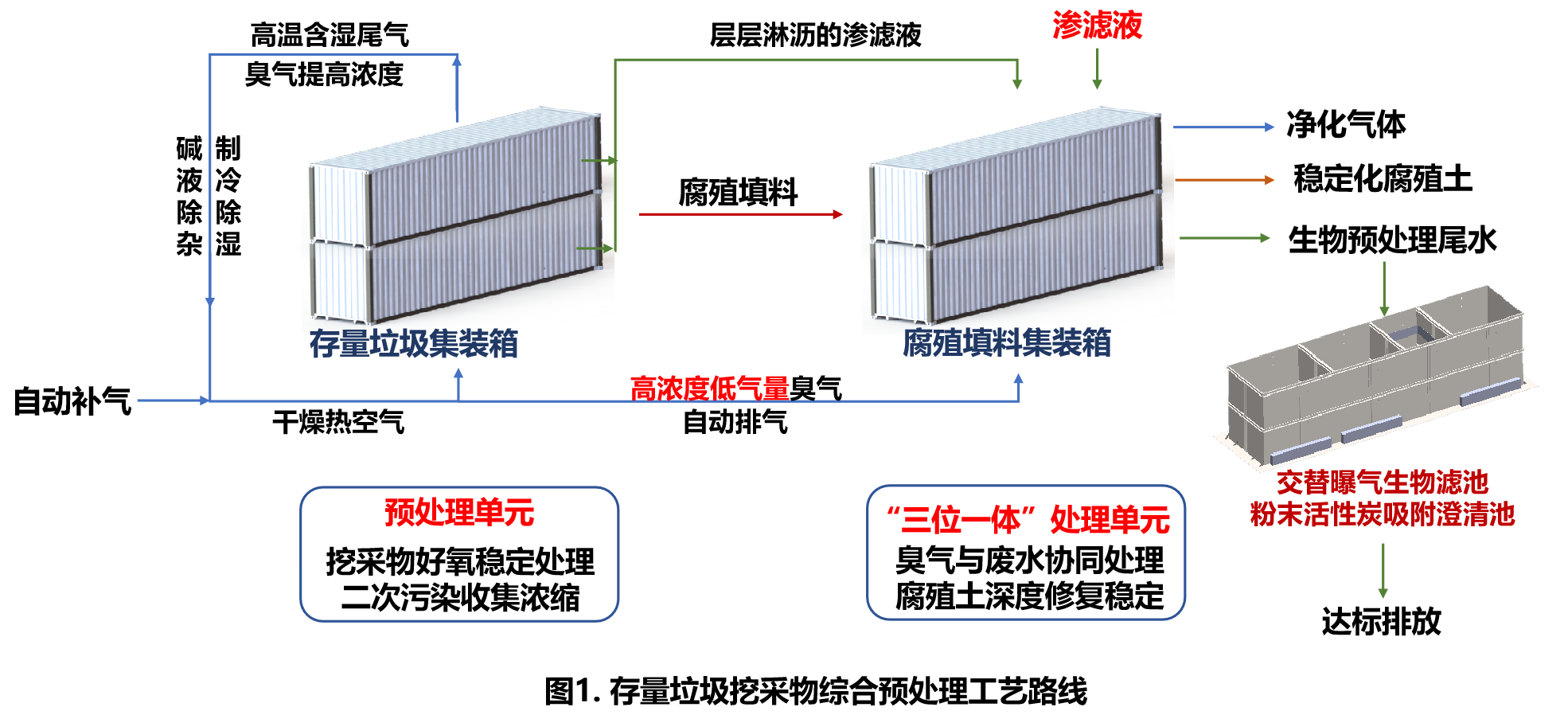
图1所示为针对存量垃圾挖采物的预处理工艺路线,其主要处理目的为:(1)挖采物快速稳定,含水率降低至40%以下,便于后续资源化;(2)从运输到处理全过程协同处理臭气、渗滤液等二次污染。
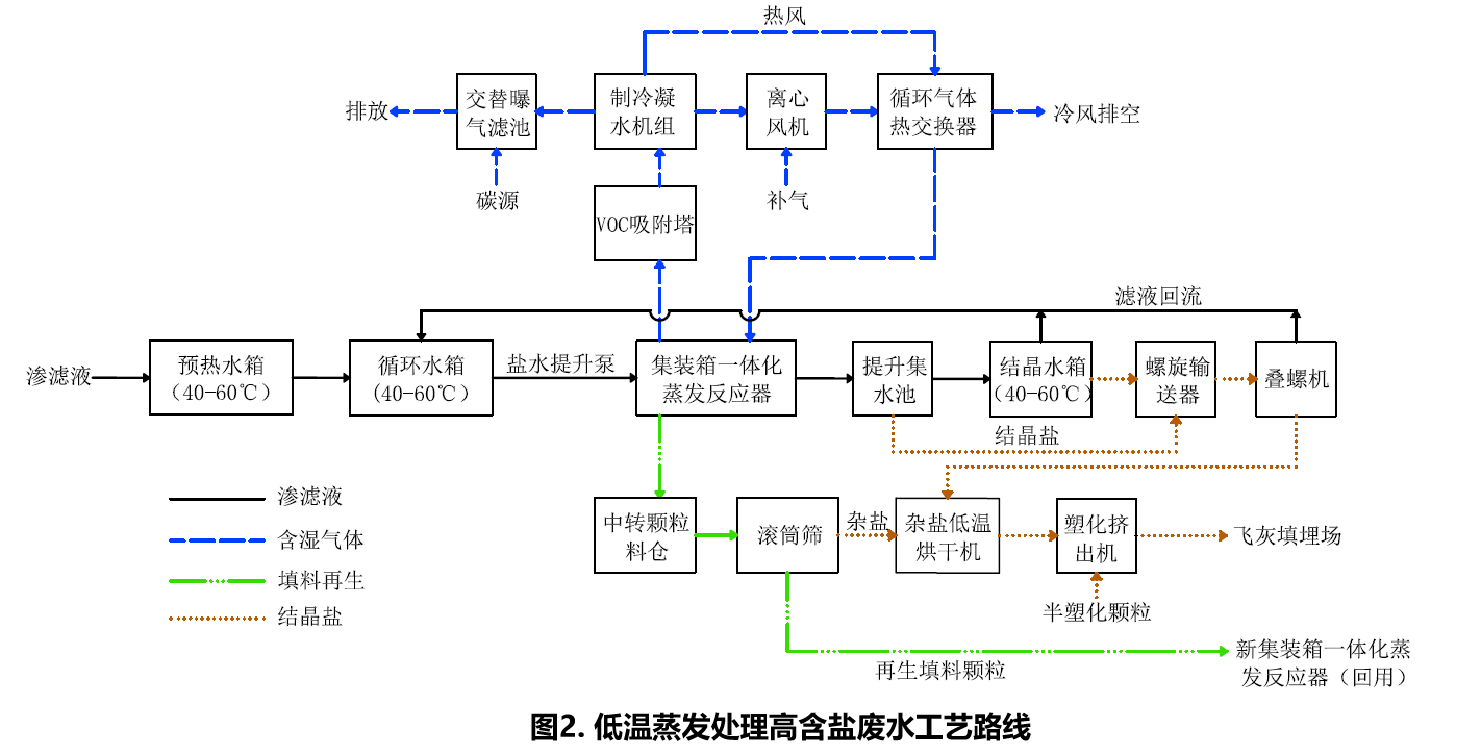
图2所示为针对高含盐废水的低温蒸发处理工艺路线,强化了低温蒸发效能,冷凝水经简单处理后即可达标排放。
工艺结构示意图
技术特色
-

适用范围广
①适用于各类高含水率固体物料的协同稳定与干化,同步实现厌氧发酵、好氧稳定,或营养元素在固体颗粒载体的富集。
②适用于各类高浓度废水(渗滤液浓缩液、含盐废水)的非膜法达标处理
-

二次污染全周期控制
标准集装箱设备满足全封闭收储、运输、处理需求,避免二次污染无组织排放。
配套腐殖填料集装箱、交替曝气生物滤池等处理设备,实现臭气、渗滤液等二次污染协同处理。
-

运行高效稳定
通过控温、调湿、通风等人工强化手段构建高效生物反应器,可实现固废与废液的协同处理。
处理后固废可达资源化利用标准,蒸发后冷凝水可经简单处理后达标排放。
-

处理规模灵活、运行成本低
废液处理量0.2~6 t/(d·套),吨水处理能耗25~280 kWh/t,能耗低于传统蒸发技术;
固废处理量5.5~40 t/(d·套),每吨物料处理能耗0.9~105 kWh/t。
-

设备化周转布置灵活
标准化集装箱装备便于运输,可多个项目循环使用。
集装箱一体化反应器可上下堆叠至多5层,节约占地面积。